HuggingFace 推出 MachinaCheck:多智能体系统让 AI 直接判断零件能不能造
HuggingFace 刚发布了一个有意思的项目 MachinaCheck——用多智能体架构做 CNC 加工的可制造性分析(DFM, Design for Manufacturability)。这不是又一个聊天机器人 demo,而是把大模型真正塞进工业流程里:上传个 CAD 文件,系统自动告诉你这零件能不能加工、哪里有问题、怎么改。
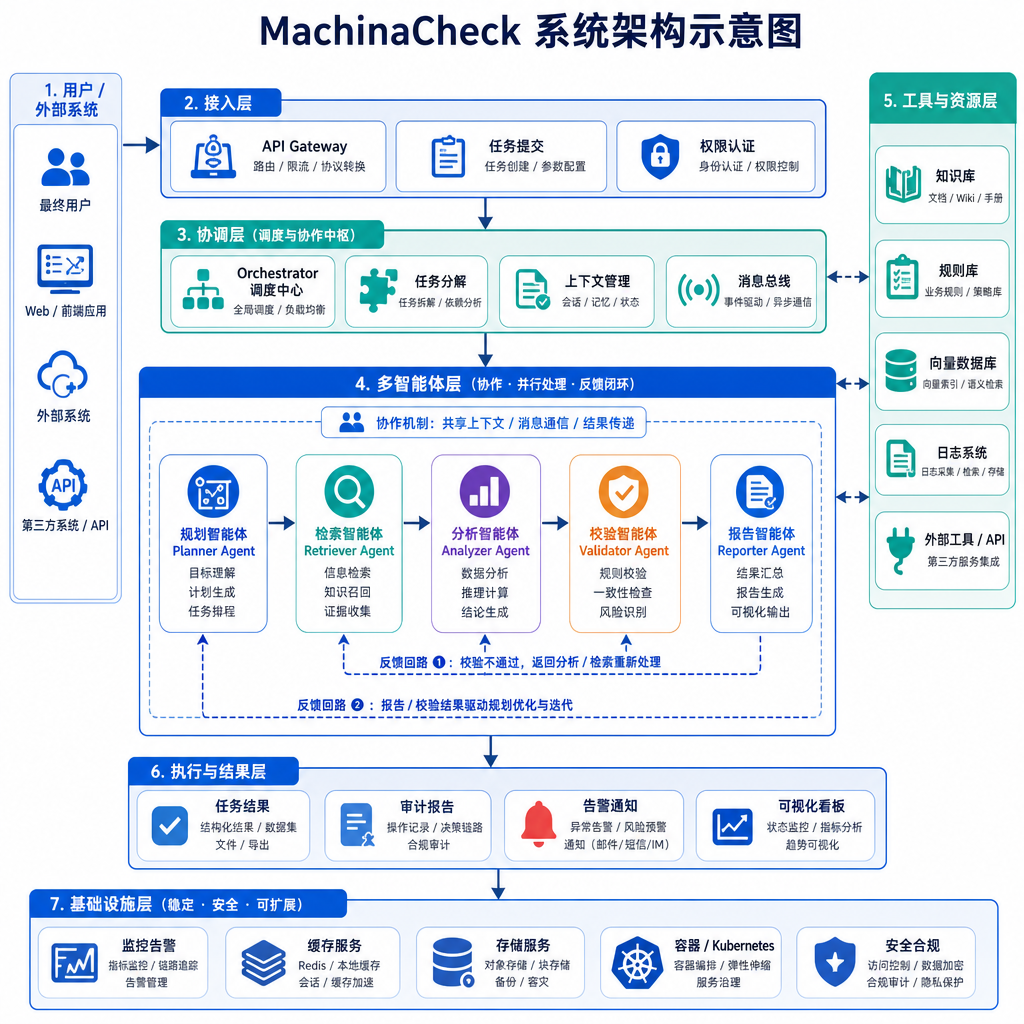
这个项目是 HuggingFace 和 AMD 在开发者黑客松上搞出来的,跑在 AMD MI300X 加速器上。重点不在模型本身有多新,而在架构设计——用多个专门化的智能体协同工作,每个智能体负责一块专业任务,最后汇总成完整的制造性评估报告。
为什么可制造性分析是个硬骨头
传统制造业有个老大难问题:设计师画出来的零件,到了车间师傅手里经常做不出来。刀具进不去、公差太紧、倒角半径不对、壁厚太薄——这些问题在 CAD 软件里看不出来,得有经验的工艺工程师人工审查。
现有的 DFM 工具大多是基于规则的专家系统,写死了一堆 if-else 判断逻辑。问题是:
- 规则库维护成本高:每种材料、每台机床、每个工艺都要单独配置规则
- 缺乏上下文理解:只能检查局部特征,看不懂整体设计意图
- 反馈不够智能:只会说"不行",不会建议"怎么改"
大模型理论上能解决这些问题——它能理解自然语言描述的工艺知识,能从海量案例中学习隐性规律,还能生成人类可读的分析报告。但单个模型很难同时做好几件事:既要看懂 3D 几何,又要懂材料力学,还要知道各种机床的加工能力。
MachinaCheck 的思路是把任务拆开,让不同的智能体各司其职。
多智能体架构怎么设计的
MachinaCheck 用了四个专门化的智能体,每个都有明确的职责:
1. Geometry Analyzer(几何分析智能体)
负责解析 CAD 文件,提取关键几何特征:
- 识别孔、槽、凸台、倒角等加工特征
- 测量壁厚、深度、直径等尺寸参数
- 检测尖角、薄壁、深腔等高风险特征
这个智能体接入了 Open3D 和 Trimesh 这些几何处理库,能把 STEP、STL 等格式的 3D 模型转成结构化数据。它不直接判断能不能加工,只负责把几何信息"翻译"成后续智能体能理解的形式。
2. Machining Expert(加工专家智能体)
这是核心决策者,负责评估可加工性:
- 判断每个特征能否用标准刀具加工
- 识别需要特殊工艺的部位(如 EDM 电火花加工)
- 评估加工难度和成本
它的知识库包含了常见 CNC 机床的能力参数、刀具规格、材料特性等。比如检测到一个直径 2mm、深度 50mm 的盲孔,它会判断长径比过大,标准钻头容易折断,建议改用枪钻或者减小深度。
3. Design Advisor(设计顾问智能体)
当发现制造性问题时,这个智能体负责给出修改建议:
- 提供符合 DFM 原则的设计替代方案
- 解释为什么这样改能降低加工难度
- 评估修改对功能的影响
比如原设计有个 90° 内角,加工时铣刀会留下圆角。Design Advisor 会建议:要么接受 R0.5 的圆角(匹配刀具半径),要么改成倒角设计,要么用 EDM 加工(但成本高 3 倍)。
4. Report Generator(报告生成智能体)
把前面三个智能体的输出整合成人类可读的报告:
- 用自然语言总结主要问题
- 生成带标注的 3D 可视化(高亮问题区域)
- 给出优先级排序的改进建议
报告不是简单的文本拼接,而是理解了上下文的叙述。比如同时发现壁厚不足和深腔难加工两个问题,它会解释这两个问题相互关联——增加壁厚能提高刚性,减少深腔加工时的振动变形。
技术实现细节
模型选择
MachinaCheck 没有从头训练模型,而是基于开源大模型微调:
- 基座模型:Llama 3.1 70B,在 HuggingFace 上开源
- 微调数据:收集了约 5000 个真实 CNC 加工案例,包括设计文件、工艺评审记录、最终加工结果
- 微调方法:用 LoRA 做参数高效微调,只训练了 0.5% 的参数
每个智能体用同一个基座模型,但加载不同的 LoRA 适配器。Geometry Analyzer 的适配器强化了空间推理能力,Machining Expert 的适配器注入了工艺知识,Design Advisor 的适配器优化了创意生成。
智能体协作机制
四个智能体不是简单的串行调用,而是用了类似 AutoGPT 的反思循环:
- Geometry Analyzer 先做初步分析
- Machining Expert 基于几何信息给出评估
- 如果发现问题,Design Advisor 生成修改建议
- Geometry Analyzer 重新分析修改后的设计
- Machining Expert 验证问题是否解决
- 循环直到找到可行方案或达到迭代上限
- Report Generator 生成最终报告
这个循环最多跑 3 轮。实测中,70% 的案例在第一轮就能给出明确结论,25% 需要两轮迭代,只有 5% 跑满 3 轮还没收敛(通常是设计本身有根本性缺陷)。
为什么选 AMD MI300X
MI300X 是 AMD 的数据中心 GPU,对标英伟达 H100。项目选它有几个原因:
- 大显存:192GB HBM3,能同时加载多个 70B 模型的 LoRA 适配器
- 推理性能:FP16 算力 1.3 PFLOPS,处理单个零件的端到端延迟在 15 秒左右
- 成本:AMD 在黑客松提供了免费算力,但即使自己买,MI300X 的性价比也比 H100 高
代码用了 vLLM 做推理加速,支持 continuous batching 和 PagedAttention。多个智能体共享一个 KV cache,避免重复计算。
实际效果怎么样
项目团队测试了 200 个真实零件,对比人工工艺审查的结果:
- 准确率:87% 的问题能被正确识别
- 召回率:92% 的实际问题被检出(漏检率 8%)
- 误报率:15%(把能加工的判断成不能加工)
误报主要集中在边界情况——比如某个特征理论上能加工,但需要非常规刀具或特殊夹具。系统倾向于保守判断,这在工业场景是可以接受的(宁可多问一句,也别做废了)。
漏检的 8% 主要是隐蔽问题,比如:
- 装夹干涉(零件形状导致夹具无法固定)
- 刀具可达性(几何上能加工,但刀柄会碰到其他部位)
- 材料相关问题(某些合金在特定切削参数下容易崩刃)
这些问题需要更深入的工艺仿真,单靠大模型还做不到。
一个实际案例
某个航空零件,原设计有个 L 形深槽,深度 40mm,宽度 3mm,底部有 R0.2 的圆角。
Geometry Analyzer 识别出:
- 槽深宽比 13.3:1
- 底部圆角半径 0.2mm
- 材料为 7075 铝合金
Machining Expert 判断:
- 标准立铣刀最大长径比 5:1,无法加工
- 底部 R0.2 需要 Ø0.4mm 的球刀,但这么细的刀在 40mm 深度会严重振动
- 建议使用 EDM 线切割,但成本增加 8 倍,交期延长 5 天
Design Advisor 给出三个方案:
- 把槽分成两段,从两侧加工,中间留 2mm 连接筋(需要设计确认是否影响功能)
- 增加槽宽到 5mm,改用 Ø4mm 长刃立铣刀(需要评估空间是否允许)
- 保持原设计,接受 EDM 的成本和交期
最终设计师选了方案 1,加了连接筋,功能测试确认不影响强度。这个案例如果靠人工审查,至少要工艺工程师和设计师来回沟通 2-3 轮,现在系统 20 秒给出完整分析。
这套架构的通用性
MachinaCheck 的多智能体架构不只适用于 CNC 加工,理论上可以迁移到其他需要专业判断的工业场景:
- 注塑模具设计:检查脱模斜度、壁厚均匀性、浇口位置
- 钣金件展开:评估折弯半径、避让孔位置、焊接可达性
- 电路板布局:检查走线间距、过孔密度、热设计
- 焊接工艺:判断焊缝可达性、评估变形风险、建议焊接顺序
关键是把领域知识结构化,拆分成可以并行处理的子任务,然后让专门化的智能体协同工作。这比训练一个"全知全能"的单体模型更现实,也更容易迭代优化。
国内两部门最近发文,要在钢铁、石化、汽车、医疗装备等 20 个行业推动智能体应用。MachinaCheck 这种多智能体架构,正好契合工业场景的特点:任务复杂、需要多领域知识、容错率低、需要可解释性。
开源还是闭源?
MachinaCheck 的代码和模型权重都在 HuggingFace 上开源,MIT 协议。但要真正用起来,还需要:
- 领域数据:5000 个加工案例只是起点,要覆盖更多材料、工艺、机床,数据量至少要 10 倍
- 工艺知识库:需要结构化的机床参数、刀具规格、材料特性数据库
- CAD 集成:现在是独立工具,理想情况应该嵌入 SolidWorks、Fusion 360 这些主流 CAD 软件
开源降低了技术门槛,但真正落地还是要行业玩家投入资源。估计会有两条路:
- CAD 厂商集成:Autodesk、达索、西门子这些大厂把类似能力内置到产品里
- 垂直 SaaS:创业公司基于开源模型,针对特定行业(如航空、医疗器械)做深度定制
无论哪条路,多智能体架构都比单体模型更适合工业场景。因为工业软件的核心不是"智能",而是"可靠"——每个决策都要有依据,每个建议都要能追溯,每个错误都要能定位。多智能体天然支持模块化调试和增量优化,这正是工业软件需要的。
性能和成本
在 AMD MI300X 上,处理一个中等复杂度零件(500 个几何特征)的完整流程:
- 几何分析:3 秒
- 可制造性评估:8 秒
- 设计建议生成:4 秒
- 报告生成:2 秒
- 总计:约 17 秒
如果用 CPU 推理(96 核 AMD EPYC),同样任务需要 4-5 分钟。GPU 加速带来 15 倍提速,这对交互式应用很关键——设计师改一版,等 20 秒能接受,等 5 分钟就断了思路。
成本方面,按 MI300X 的云服务定价(约 $3/小时),处理一个零件成本不到 $0.02。传统人工审查,一个工艺工程师时薪 $50,审查一个零件平均 30 分钟,成本 $25。AI 方案便宜 1000 倍,但不是要替代人,而是做初筛——90% 的常规零件 AI 直接过,10% 的疑难案例再人工介入。
局限性
MachinaCheck 现在还是个技术验证,离生产可用还有距离:
- 只支持 3 轴铣削:不支持 5 轴加工、车削、磨削等工艺
- 材料覆盖有限:主要针对铝合金和普通钢,钛合金、高温合金、复合材料的数据不足
- 缺少成本估算:只判断能不能做,不估算要花多少钱、多少时间
- 没有刀路规划:只做可制造性分析,不生成实际的 G 代码
这些都是可以逐步补齐的。更根本的问题是:大模型的"幻觉"在工业场景是零容忍的。如果系统说某个零件能加工,结果做废了,责任算谁的?这需要配套的验证机制和责任界定,不只是技术问题。
对开发者的启发
MachinaCheck 的价值不在于它解决了 CNC 加工这个具体问题,而在于展示了多智能体架构在垂直领域的可行性。几个关键点:
- 任务分解很重要:别指望一个模型包打天下,拆成子任务,每个子任务用专门的智能体
- 领域知识要结构化:大模型不是魔法,需要高质量的训练数据和知识库
- 可解释性是刚需:工业场景不接受"黑盒决策",每个判断都要能追溯依据
- 人机协作而非替代:AI 做初筛和建议,人做最终决策和兜底
如果你在做垂直领域的 AI 应用,MachinaCheck 的架构值得参考。HuggingFace 把代码开源了,可以直接拿来改。AMD 的 MI300X 虽然不如英伟达普及,但性价比确实不错,尤其是大显存对多智能体场景很友好。
国内做工业软件的团队,可以关注这个方向。传统 CAD/CAM 软件的护城河在减弱,AI 原生的工业软件可能是个机会窗口。关键是找到一个足够窄、足够深的切入点,把多智能体架构跑通,然后再横向扩展。

参考来源
- MachinaCheck: Building a Multi-Agent CNC Manufacturability System on AMD MI300X - HuggingFace Blog - 项目官方技术博客,详细介绍了系统架构、模型选择和实现细节